以下是:钢板酸洗钝化无缝管工艺成熟的产品参数
| 厂家 | 天津鑫铭耐磨材料 |
|---|
| 价格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 运输 | 汽运,含运费 |
|---|
| 颜色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
以下是:钢板酸洗钝化无缝管工艺成熟的图文视频
钢板酸洗钝化无缝管工艺成熟,广西省玉林市鑫铭万通商贸有限公司为您提供钢板酸洗钝化无缝管工艺成熟的资讯,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,发货地:天津北辰区北辰大厦4-1012发货到广西省 玉林市 玉州区、容县、陆川县、博白县、兴业县、北流市。 广西壮族自治区,玉林市 玉林市,古称鬱(郁)林州,广西壮族自治区辖地级市,地处桂东南,东邻粤港澳,南接北部湾,背靠大西南,面向东南亚,四周环山,中部高,向南北两面倾斜;属亚热带季风气候区,呈显著的季节性变化,气候暖热,气温较高,热量充足,全市总1.28万平方千米。截至2022年10月,全市下辖2个区、4个县,代管1个县级市。截至2022年底,玉林市常住人口582.30万人。
钢板酸洗钝化无缝管工艺成熟产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢板酸洗钝化无缝管工艺成熟的图文介绍
玉林鑫铭万通商贸有限公司生产的 矩形管产品广泛应用于 矩形管行业领域,以优良的品质、遍布全国、远销海外,得到了众多用户的一致好评。


但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。



输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



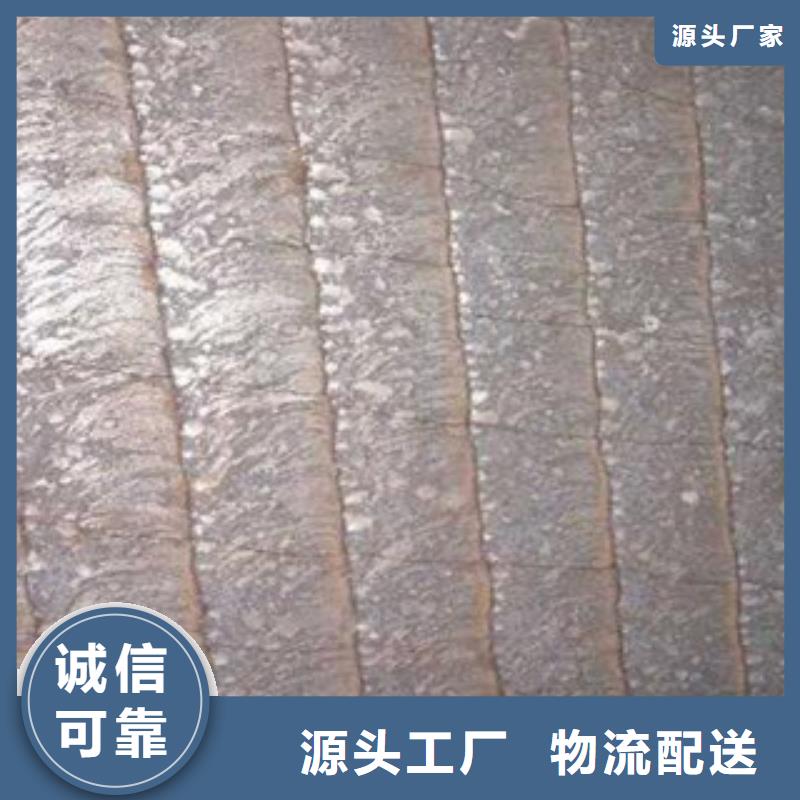
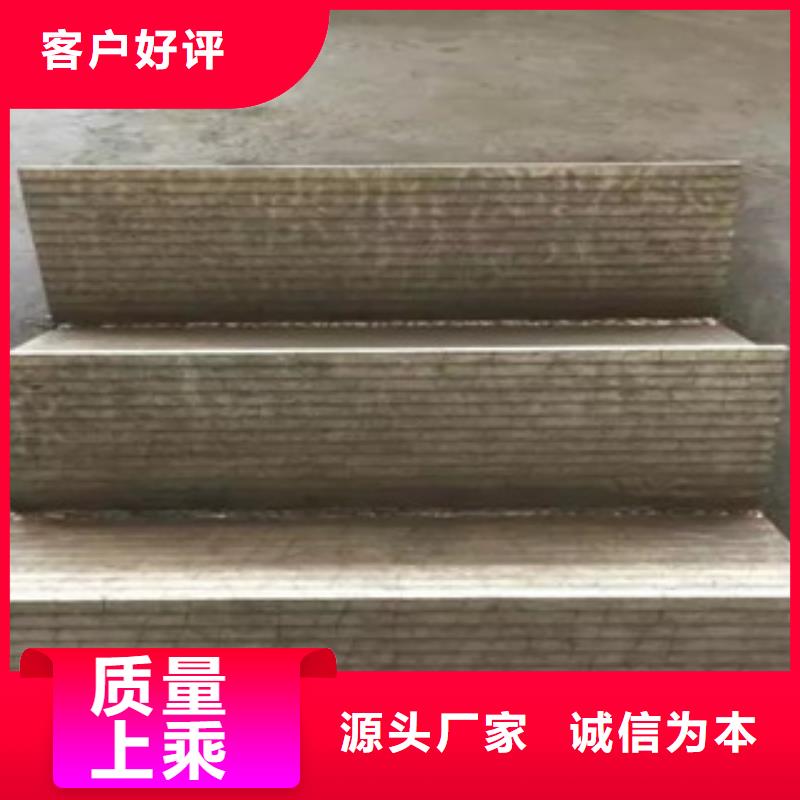
2、高抗冲击性能比:由于母材采用Q235A软钢基板,表面采用了碳化铬多元素耐磨堆焊复合超硬材料。充分体现了复合材料既有超常耐磨性又有抗冲击韧性的双重优点。这是铸态耐磨材料所不及的。(传统铸件抗冲击性较差,较脆易断裂)
3、方便加工性能比:维修工可以任意的按现场尺寸下料成型(等离子切割),很方便的把耐磨钢板拼焊在磨损机件表面(碳钢面),也可以加工成沉孔用螺栓连接在构件上。也可以向内冷弯曲成型如:耐磨管道、除尘弯头、各种异型天圆地方等板材构件。(铸件耐磨板是不可以用焊接方法装配的,铸钢也难铸出大面积耐磨板材,另外传统铸件都很笨重,因为防止变形都设计有加强筋)



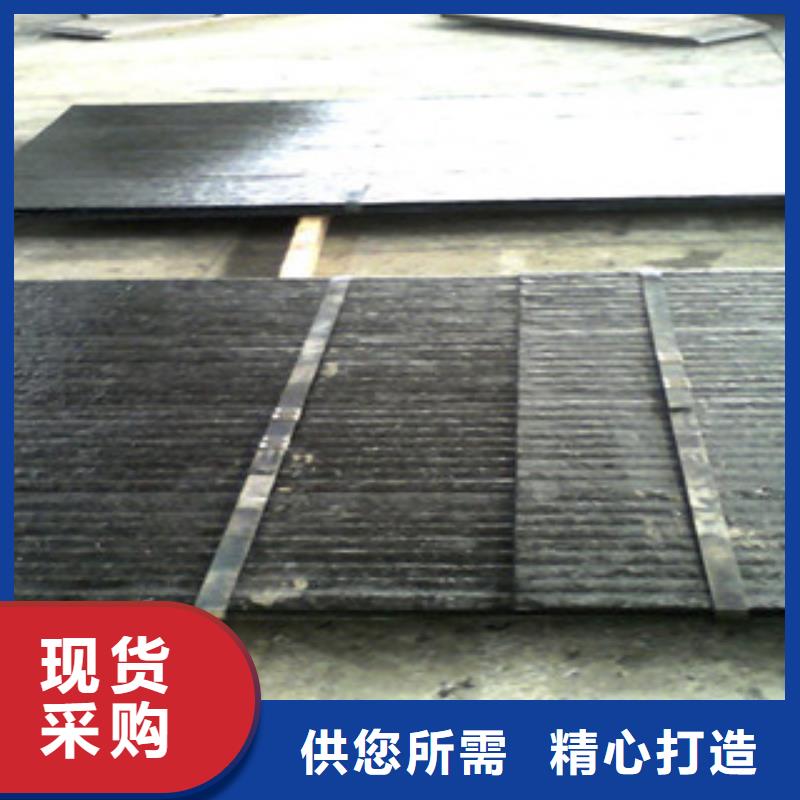
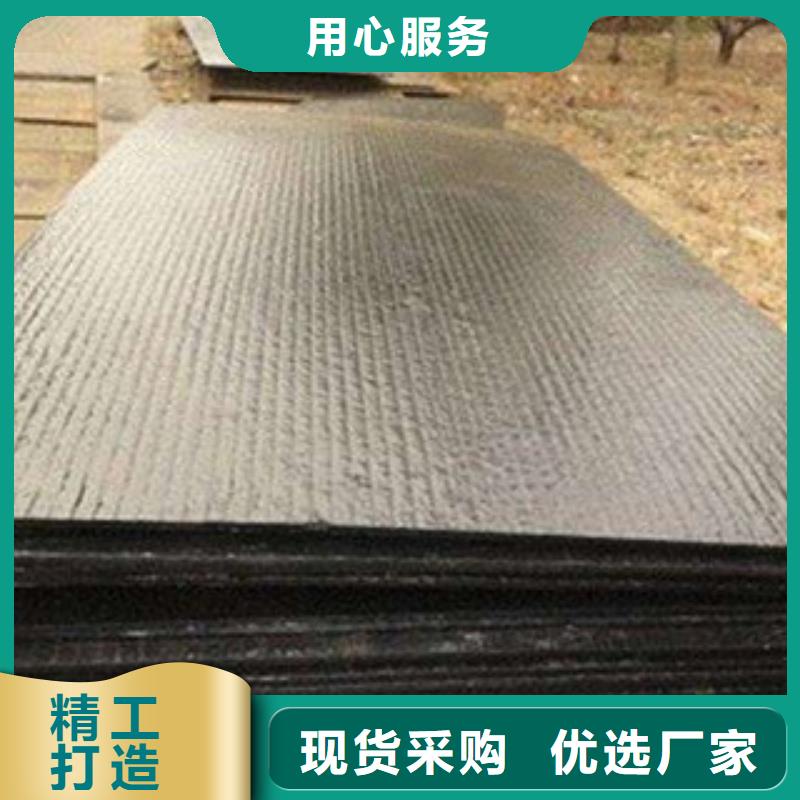
4. 品种规格齐全
双金属耐磨板厚度和尺寸可以根据客户要求定制,并可以加工成各种成品件和零部件。
5. 高的性价比
双金属耐磨板虽然制造成本高于普通的钢材或耐磨材料,但使用寿命数倍提高,使得维修费用和停机损失大为降低,其价格性能比比普通材料高约2-4倍。物料处理量越大,设备磨损越严重的厂矿,使用耐磨复合钢板的经济效果越明显。.
不锈钢耐磨复合板是以碳钢材料为基层、不锈钢材料为覆层的复合钢板,碳钢具有承受载荷的(略)具有耐腐蚀的功能,与不锈钢板相比不仅节约了大量稀有贵重金属,而且可以降低成本的30%~50%,是纯不锈钢板的 替代材料.目前,覆层厚度>lmm的不锈钢复合板的焊接工艺已基本(略)厚度≤0.5mm的超薄不锈钢复合板,尤其是双面超薄不锈钢复合板的焊接仍然存在较大问题,严重制约了超薄不锈钢复合板的广泛应用. 本文采用500W固体脉冲Nd:YAG激光器,分别以预置高Cr、Ni不锈钢粉(PSP法)、焊缝表面熔覆不锈钢粉(CSP法)和预置310S不锈钢片(PSS法),对(略)0.8mm+0.1mm的双面超薄不锈钢复合板进行了激光焊接性研究.详细的介绍了填充材料的(略)焊接方法的选择、
钢板酸洗钝化无缝管工艺成熟,广西省玉林市鑫铭万通商贸有限公司为您提供钢板酸洗钝化无缝管工艺成熟产品案例,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,发货地:北辰区北辰大厦4-1012。